By Jon Colombo
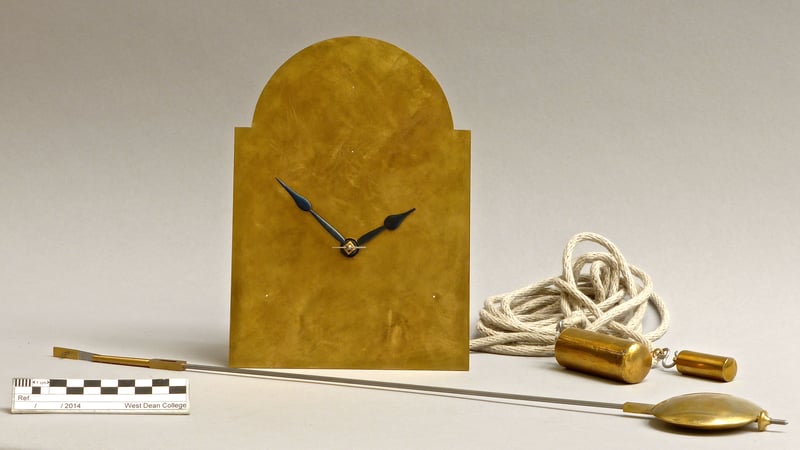
Here at West Dean College first year clock students make a hoop and spur wall clock, from scratch. As far as practicable we use techniques available to an eighteenth century clockmaker. This gives the deepest possible understanding of the mechanics, aesthetics and the way historic clocks are put together. Verisimilitude is important, but not critical. Thus when it comes to making the driving weights, students usually use a length of drawn brass tube, topped and tailed and filled with lead. The result looks nice, works, but frankly would fit better on a twentieth century regulator than an eighteenth century hoop and spur. As a former archaeologist, I wanted something more authentic.
A quick look at some mid eighteenth century weights showed that the brass used is very thin indeed, typically less than half a millimetre. The West Dean sample ranged from 0.2 to 0.45mm; more of a veneer than a casing. The sheet is wrapped into a cylinder with a domed base, also made from the sheet. The joints are butt-joints that show as fine lines, but appear not to be soldered. The assumption is that this thinness was due to brass being expensive, and that they were brazed to give a uniform surface. I therefore set out to work out how this could be replicated using modern 0.3 mm brass (CZ108) sheet. I tried a number of torches, varying from tiny super-hot, through big plumbers burners, to sophisticated oxy-propane torches lent by our metalwork conservation colleagues. I tried different techniques with brazing wire; making "stitches" with it, laying in on top of the joint, laying it on the joint inside the tube, and hammering it flat. I tried different approaches to heating the tube; from above, from inside. I used a variety of firebrick edifices. A couple of these produced a few centimetres of "good" join, but generally I ended up with a growing pile of burnt, buckled, sad, relics.

I felt that if I kept on trying eventually I might be able to produce a reasonable brazed join, but it would always be a hit-and-miss affair with a lot of wastage. This didn't make sense. If the purpose of using such thin brass was to save money, then using a time-consuming, risky, difficult process with a high number of rejects defeats that object, it just doesn't meet the "would- it-have-been-a-commercially-sane-solution" test. Time for a rethink.
A much closer examination of some of the West Dean weight collection:
- Confirmed that the joints do not seem to be soldered. Under a microscope there is a thin copper-coloured line running down the seam-unlikely to be the joining material, more likely to be loss of zinc from the brass.
- Showed that it is common for the brass skin to be splitting exactly along the joint. Were it brazed, this would be the thickest part of the skin, so failure here would be very rare.
- Found that often the lead has shrunk away from the sides and from the central threaded support to leave a hollow tube running down into the weight.
- Made me re-consider why the bottoms are domed. In use this is a disadvantage; the weights fall over, and it takes manufacturing time. It must have some advantage.
The first two suggest that I might be looking at a simple butt joint. The third suggests that the lead is firmly attached to the skin. It made me wonder
Brazing is not the way to go!
whether "it is just the lead filling that holds the whole thing together". Shrinkage during cooling would pull the skin into compression, and explain the domed base-it is shaped to resist pressure. If had been left flat, it would collapse. The logic was convincing: time to try it.
I made a skin of the 0.3 mm sheet, a base of the same hammered into a dome, tinned them both, and wired them all tightly together with the inside generously coated in flux. Then back to our metalwork conservation colleagues to embed it in sand and safely fill it with lead.


The results were pleasingly close to the originals. Except in the smallest of weights, the lead bonds firmly to the walls, heating them enough for the outside to take on a coppery colour. In cooling it shrinks and both closes the butt joint tight and creates the right cooling patterns in the lead. When I cleaned the weight, the copper colour was often left in the now very tight butt joint. I was able to repeat the results several times with variations-for instance tinning the brass is not really necessary, although it is helpful for small weights.

For an eighteenth century clockmaker using the lead fill in a weight to attach a thin brass skin offered several advantages:
- Simplicity of manufacture: the sheet is cut with scissors, bent/hammered over a bar with only minutes filing of the butt joint. The hanger is almost any piece of rough metal that has been threaded at one end, (one of the ones examined used an old nail). Only the top requires any lathe work.
- Quick: I timed the making of one case. Just under four and a half hours start to finish: 68 minutes for the weight, 113 for the hanger/lid, and 84 spent finishing. Perfecting the technique would reduce finishing time.
- Economy: there is very little wastage, it is easy to calculate the volume of a cylinder to give an exact weight required and from this the exact size of the rectangle necessary for the skin. No extra lead is needed, very little brass scrap is produced.
Overall this was an interesting exercise that shed some light on how clock weights were made. However, it is by no means the whole answer:
- Almost all of the weights examined have a small hole in the brass at the the centre of the domed base. Usually the lead is flush with the brass. This must have had some role, but it is not obvious. What was it?
- The brass sheet on the example weights I examined appears to be uniformly thin and flat. Too thin to cast, and too uniformly thin and flat to have been beaten. How did eighteenth century technology produce this?
All thoughts on this welcome!


